


Smart factory technology 2026: Embrace smart manufacturing today


March 16, 2026 11 min read
Manufacturing facilities that achieve success in the years ahead will succeed not by working longer hours, but rather by collecting more information at an increased frequency and quickly taking action upon it. This is the ultimate goal of utilizing new factory technologies: the use of sensors to collect real-time data, tools that help identify issues before they occur, and automation tools that enable the workforce to concentrate on high-value-added activities, creating real value for the organization.
In the current smart manufacturing ecosystem, businesses such as Samsung, Airbus, and Unilever are implementing smart factory solutions, driven by the convergence of artificial intelligence, machine learning, the Industrial Internet of Things (IIoT), and robotics. The enhanced adoption rates are easily understandable. If machines can self-report their operational condition, if AI can monitor product quality, and if robotics can perform repetitive activities with high levels of fidelity, all aspects of the manufacturing process will become exponentially more predictable.
The hook is straightforward: if your factory could “talk,” would it alert you to the impending bottleneck before your shift change, or would you learn about it after the scrap pile has grown? Productivity is pushed toward the first choice by intelligent systems.
Key takeaways on factory automation
- Unify data across multiple sources, including machines, ERP/MES systems, as well as quality and supply chain systems, into one location so that all teams have access to the same version of the truth.
- Harness the power of cloud connectivity for fast scaling of analytical tools; allow global connectivity between facilities; provide real-time dashboard access on the factory floor, as well as for company leadership.
- Turn raw signals into information for factory technologies, powering digital twins, predictive maintenance, and more innovative scheduling.
- Embed data governance and security into the production system to ensure the integrity, compliance, and usability of insights derived from these processes.
AI-powered quality control and defect detection
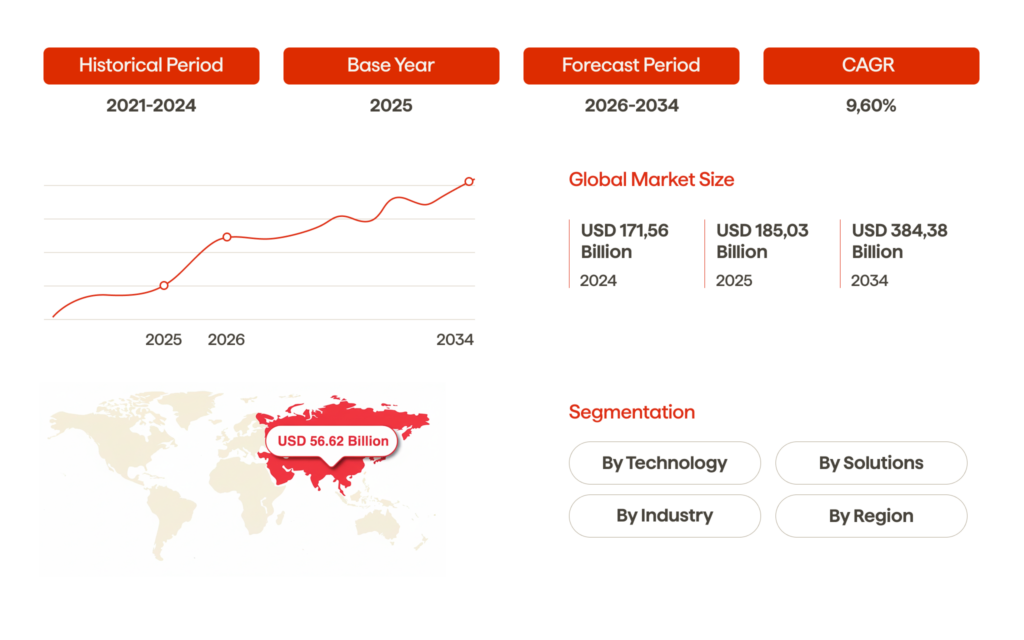
AI inspection has become increasingly commonplace in smart manufacturing, as evidenced by the latest figures from the global smart factory market. In 2024, the total market size is $159.9 billion USD; $171.56 billion USD in 2025; and by 2032, it will have increased to $314.80 billion (a CAGR of approximately 9.1%). The Asia Pacific region has the largest market share (32.83%) in the smart factory market. The size of the market component indicates that when defects arise within the production process, it results in an expensive delay in the supply chain due to the high quality required for products produced in a smart factory environment.
Quality control with AI eliminates the human element from QC. It provides real-time insights into the design and production line using machine vision, sensors, and more, allowing you to evaluate every product produced rather than just sampling them in small batches. This enables the calculation of defect rates for each unit of product, rather than just a select few, allowing raw materials to be flagged immediately if they are out of compliance.
By analyzing large amounts of data from multiple production sources, machine vision can identify when a product is “good” based on its appearance (i.e., color, shape, density) and provide this information back to engineers. The result? They can adjust their settings before there is a chance of producing scrap.
The benefits are straightforward: reduced returns, improved traceability, quicker root-cause investigation, and quality that increases rather than decreases with volume.
Avenga’s manufacturing software development services unite engineering precision with global scale.
Smart factory transformation technology
The smart factory transformation technology involves the implementation of digital technology into daily smart factory activities. The objective is to connect the digital aspect with the physical one by utilizing technologies available today, enabling teams to collect data, optimize manufacturing processes, and operate automation systems with continuous improvement.
Digital twins for production optimization
A digital twin serves as a living blueprint for your line, cell, or even the entire plant. It mirrors what’s going on in your factory almost in real time. It enables engineers to evaluate modifications before they are implemented by collecting data from machines, sensors, quality checks, and production schedules. Without risking downtime, you can improve throughput, address bottlenecks, and adjust the proper settings.
With technology like this, it becomes easier to introduce new products, modify existing product manufacturing recipes, and provide better management of all the SKUs. Even minor adjustments can offer significant improvements to what you produce. Over time, digital twins become the handbook for all departments within the organization, including operations, engineering, quality, and other relevant departments. Additionally, it enables real-time collaboration among all groups, making the process of assessing uncertainty considerably more accurate and efficient. Instead of relying on gut instinct, you will use sound data to improve your operation.
Predictive maintenance powered by IIoT
Most people think of reactive maintenance as a last-minute scramble when something breaks down unexpectedly. But IIoT changes the game. Suddenly, machines are talking nonstop—sharing details about vibration, temperature, cycle counts, even energy use. With all that data, predictive analytics can identify problems early, well before they disrupt production. That way, teams can jump in and address issues before they become headaches.
Deloitte calculated that the investment for predictive maintenance pays off almost immediately. This is because many organizations have been able to reduce maintenance costs by approximately 25% by utilizing predictive maintenance. Much of the savings comes from being able to make decisions about replacement parts based on the actual condition of the equipment, as opposed to using a “guessing” method. Businesses have been able to generate a far more continuous flow of production and lower the quality issues associated with utilizing poorly maintained equipment by eliminating emergency call-outs and arranging maintenance during “off” hours or periods when production won’t be interrupted. By planning and scheduling maintenance as part of a digital factory project, organizations can achieve a significantly higher level of efficiency and obtain better results from their production processes.
| Area | Reactive maintenance | IIoT predictive maintenance |
| Trigger | Breakdown or obvious failure | Early warning signals from sensor data |
| Data inputs | Limited history, manual checks | Real-time machine condition + trend analytics |
| Downtime impact | High, disruptive, challenging to plan | Lower, planned interventions |
| Cost pattern | Emergency labor + expedited parts | Fewer surprises, optimized parts, and labor |
| Outcome | “Fix fast” mode | “Prevent and plan” mode |
Autonomous robots and flexible automation
Autonomous robots, also known as AMRs, are used to move materials, feed assembly lines, and even assist with kitting, all of which can be seen on a contemporary factory floor. Robotic cells that are adaptable take on tasks that change as needed. This new wave of automation isn’t stuck in its ways. You can retool faster, juggle mixed production, and ramp up output without tearing up the floor every time plans change. When there aren’t enough employees or when product cycles appear to be becoming shorter every year, that kind of flexibility is crucial. Robots cease adhering to set patterns and begin selecting their next task based on what is genuinely needed once they are connected to production and inventory systems. The outcome? Workflows are more efficient, people delegate work less frequently, and everything simply goes more quickly and consistently.
Connected factory data stack
Think of a connected data stack as the nervous system running through a smart factory. It ties together everything the plant produces with what leaders need to know, facilitating the exchange of information between machines, production lines, sites, and business systems. In practice, it captures signals directly from the automation, combines them with order details and quality records, and transforms all that data into something you can actually use for analysis and informed decisions.
Lose this layer, and your digital transformation gets stuck. Dashboards will start to drift away from what’s really happening on the floor. With a solid data stack, your team knows exactly how each shift is performing. You can track defects right to their source and plan work that people can actually manage—not just whatever looks good on paper. The best setups don’t stop there. They deliver real-time updates, so supervisors and engineers can address problems as soon as they arise, rather than scrambling to fix them days later.
Cybersecurity for Industry 4.0 environments
Every time plants hook up more systems, the attack surface just keeps getting bigger, right alongside all that extra productivity. That’s where Industry 4.0 cybersecurity comes in. It’s about locking down networks, identities, remote access, and all those devices humming away in automation systems.
The fact is, manufacturing operations can’t simply shrug off downtime; it’s a deal-breaker. Plus, many of those operational devices weren’t designed with today’s robust security threats in mind. So what actually works? Focus on segmentation, closely monitor your systems, keep your patching up to date, and avoid tampering with access controls. That way, if something does slip through, it doesn’t move sideways and spread. And when factories start sharing data with other sites or partners, clear rules about who gets to see what, where, and for how long really matter. At its best, cybersecurity enhances digital transformation. It doesn’t disable it.
There is no one-size-fits-all set of standards since cybersecurity in Industry 4.0 is at the nexus of supply chains, OT, and IT. Nonetheless, international projects and manufacturing operations most commonly follow a few norms and guidelines:
- IEC 62443: the go-to framework for securing industrial control systems, using zones and conduits, security levels, and supplier requirements.
- ISO/IEC 27001: an enterprise baseline for building a repeatable, auditable security management system that can span both IT and OT.
- NIS2 (EU): raises expectations around risk management, incident reporting, and supply chain security for essential and critical entities.
- NIST CSF + NIST SP 800-82: practical guidance for governance and controls tailored to ICS environments, widely used beyond the U.S.
Sustainable and energy-efficient operations
If you work in manufacturing right now, your ability to run a sustainable operation really comes down to how well you control what’s happening on your floor. Energy isn’t just another number in your budget—it can actually be a tool to generate additional profits. Smart factory technology enables you to monitor every resource used within the factory, including electricity, gas, water, compressed air, and more, down to individual production lines, recipes, and crews, helping to eliminate all guesswork. You can see when machinery sits idle, when processes get shaky, and where waste keeps sneaking in to drive up costs and emissions.
There’s real proof behind all this. Facilities that adhere to ISO 50001 continue to improve their energy management year after year. You can actually see the numbers move.
Now, when you bring in automation and advanced analytics, things get even better. You’re not just guessing anymore—you’re setting targets based on what’s really happening in production. You schedule the tough, energy-hungry steps when it works best for you. Additionally, you identify issues early, before they become wasted materials or cause extra headaches.
That’s how you turn efficiency into a habit, not just a lucky break.
FAQ
Building the factory of the future in 2026
Traditional factories used to run on set schedules and a lot of guesswork. But a Factory 2026 approach flips the script. Now you’ve got solid data and can make decisions on the spot, right there on the shop floor. The drive to improve never really stops. Nobody’s just sitting around waiting for the next big meeting. The best teams aren’t just adding more sensors—they’re taking that data and actually getting results: fewer defects, less downtime, lower energy costs, and faster changeovers.
Want to learn more about advanced technologies and the future of the manufacturing sector? Contact Avenga, your trusted partner in smart factory automation.
Digital transformation in the energy sector: 2026 guide


Telecom industry trends 2026: Prepare for the future
Your business results matter
Achieve them with minimized risk through our bespoke innovation capabilities. Fill in the form below.